



| Наименование | Модель КП-05-15 | Модель КП-05-20 | Модель КП-05-25 | Модель КП-05-30 |
| Внутренний полезный рабочий объём (Ш х В х Г)(максимальные габариты окрашиваемого изделия) | 1.5 х 1.3 х 1.0 | 2.0 х 1.3 х 1.0 | 2.5 х 1.3 х 1.0 | 3.0 х 1.3 х 1.0 |
| Габаритные размеры без учета шкафа управления (Ш х В х Г) | 2.0 х 2.0 х 1.2 | 2.5 х 2.0 х 1.2 | 3.0 х 2.0 х 1.2 | 3.5 х 2.0 х 1.2 |
| Мощность нагревателей | 9 кВт | 12 кВт | 12-15 кВт | 15-18 кВт |
| Максимальная температура разогрева | 240 | 240 | 240 | 260 |
| Скорость разогрева с 20 гр. до 200 гр. пустой камеры | 25 мин. | 25 мин. | 25 мин. | 25 мин. |
| Уплотнения дверей и выходов рельс | Силиконовые термостойкие уплотнители | Силиконовые термостойкие уплотнители | Силиконовые термостойкие уплотнители | Силиконовые термостойкие уплотнители. |
| Кинематический тип | Тупиковая | Тупиковая | Тупиковая | Тупиковая |
| Двери | Одностворчатые | Двухстворчатые | Двухстворчатые | Двухстворчатые |
| Замок | Одноточечный, прижимной, контейнерного типа | Двухточечный, прижимной, контейнерного типа | Двухточечный, прижимной, контейнерного типа | Двухточечный, Прижимной, контейнерного типа |
| Масса | 280 кг | 280 кг | 350 кг | 420 кг |
Процесс.
Процесс окрашивания полимерными порошковыми композитами состоит из следующих этапов:
— изделия навешиваются на грузовые тележки транспортной системы.
— изделия по путям транспортной системы перемещаются в камеру нанесения.
— в камере нанесения на изделие наносится порошкообразный полимерный композит (далее краска) специальным оборудованием (см. прил.).
— изделия, покрытые сухой порошкообразной краской, по путям транспортной системы перемещаются в камеру полимеризации.
— в камере полимеризации изделия подвергаются процессу с определенными температурно-временными характеристиками. При этих процессах порошкообразная краска «расплавляется» и проникает в микронеровности поверхности. Молекулы композита начинают соединяться в полимерные цепочки, образуется полимерная пленка.
— по окончании процесса полимеризации порошкообразного композита в моно полимерную пленку, изделия извлекаются из камеры полимеризации по транспортным путям, и остывают до температуры 80 – 120 градусов, при такой температуре полимерная пленка уже достаточно отвердела чтобы изделия можно было брать рукавицами без риска повредить покрытие. Изделия снимаются.
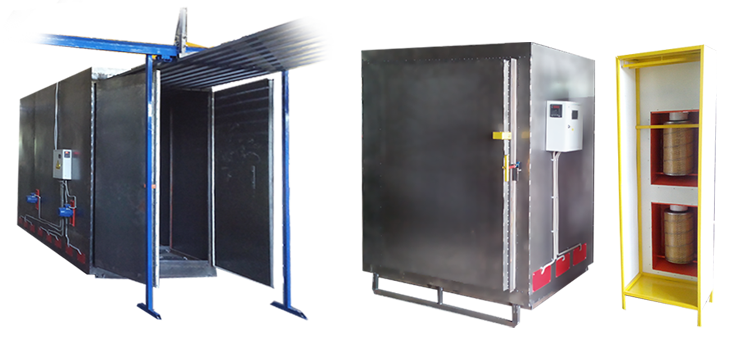
Камера полимеризации.
Задача камеры полимеризации обеспечить температурно-временной режим процесса.
— Корпус.
Силовой каркас, несущий все нагрузки (двери с замками, рельсы с деталями, навесное оборудование, грузовые петли). Каркас обварен стальным листом, обложен толстыми теплостойкими базальтовыми матами низкой плотности, и обварен наружной «кожурой» из стального листа. Благодаря этому корпус камеры обладает высокой прочностью и жесткостью, устойчив к деформациям и выдерживает большие статические и динамические нагрузки. Благодаря этой конструкции внутренние собственные рельсы в стандартном исполнении выдерживают нагрузку до 120 кг на погонный метр!
Корпус камеры цельносварной, неразборный. Если размер корпуса не позволяет осуществить транспортировку или монтаж, то в таком случае корпус может быть изготовлен из двух и более частей.
Цельнокаркасный корпус легко подвергается модернизации подручными средствами и дешевыми технологиями, без потери прочности. Например можно наваривать и прикручивать изнутри камеры на несущий каркас кронштейны различных приспособлений и оснастки, добавлять рельсы и т.п.
Дно корпуса (снизу) спереди и сзади усилено, можно использовать роклы для перемещения и лом для кантования.
Так же в корпусе присутствуют запроектированные тепловые разрывы, которые позволяют сохранить максимальную теплоэффективность, при этом сохранив прочность и жесткость конструкции.
— Внутренний полезный рабочий объем и наружные габаритные размеры.
Внутренний полезный рабочий объём – объем камеры доступный для размещения изделия.
Высота.
На картинке хорошо видно разницу между полной внутренней высотой и полезной высотой, это неиспользуемая зона, в ней размещаются рельсы, перемещаются грузовые тележки, дают зазор крючки для подвеса изделий. То да сё, а выходит минимум 200 мм., не мало.
Чтобы определиться с полезным объемом камеры, нужно знать максимальный размер детали, количество деталей необходимых к окрашиванию например в день. Затем нужно промоделировать хотя бы на бумажке как будут развешиваться детали, и сколько их за раз может войти в камеру. Так же нужно учитывать зазоры между деталями, крючки подвесов, массу цепочки деталей, применение кондукторов для оптимального размещения деталей в пространстве, временную рентабельность «упаковки» и другие факторы, включая коэффициенты форсмажеров и тип транспортной системы. Можете сами это просчитать, но на проверку все равно отдайте эту задачу нам на просчет, мы вам все докажем и обоснуем.
— Шкаф управления. По умолчанию располагается с по правую руку оператора. По желанию заказчика может быть расположен практически в любом месте.
— Вентиляция.
— В простейшем случае удалением газов можно и не заниматься. Например если использовать камеру предполагается не часто, если большой объем помещения или помещение «дырявое», или наоборот хорошо проветривается естественно. Также при ограниченном бюджете первое время можно обойтись.
Чаще от системы вентиляции отказываются по причине того что пока не знают что где и как будет, а после монтажа линии, вентиляционщики сами по факту врежутся в корпус камеры где им самим удобно и подключатся к уже существующей в цеху системе вентиляции.
— Зонт. Зонты устанавливаются над дверными проемами для отсоса газов вышедших из рельсовых проемов. Для отсоса газов выходящих при открывании дверей зонты мало эффективны, так как даже при большом размере зонта его объема не хватит чтобы уловить ту лавину дыма «выливающуюся в потолок». Проще отсосать газы из камеры до открытия двери. При вентиляторе схожей производительности это будет эффективнее.
— Встроенный вентилятор. В корпус стенки (желательно боковой) встраивается вентилятор, и выходит патрубок (диаметром от 100 мм до сколько надо), управление вентилятором (ручное или автоматическое) выводится из шкафа управления. Этот вариант удобен тем что после установки достаточно подсоединить воздуховод (даже гибкий гофрированный алюминиевый) и вытащить его в окно. Быстро. Так сказать «работает из коробки». Модуль принудительной вентиляции + клапан подсоса — встроенный вентилятор выталкивает газы и дым по трубе из помещения (доп. опция + 22.200 руб.)
— Управление вентиляцией может быть как ручное, так и автоматическое (по событиям и алгоритмам).
— система автоматизации вывода газов из камеры и светозвуковая сигнализации об окончании процесса. (доп. опция + 20.400 руб.). После выхода камеры полимеризации на заданный температурный режим, начинается серия краткосрочных включений системы вентиляции, плавно удаляющих самый жирный дым, но в тоже время, существенно не влияя на температуру внутри камеры. По завершении процесса выдержки вентиляция включится на продувку на заданное (регулируемое) время (например, 10 минут), после чего сработает световая сигнализация (заморгает стробоскоп, как фотовспышка) и звуковая (зуммер звонкий) яркости и громкости которых достаточно для шумного производства.
Благодаря этому оператору окрасочной линии достаточно осуществить пуск камеры полимеризации и не дергаясь постоянно заниматься другими делами, и лишь услышав звонок или вспышки стробоскопа он уже идет на разгрузку камеры от деталей.
— Контроль фаз (Система защиты от пропадания фазы) (доп. опция + 20.000 руб.). Данная система защищает электрические двигатели конвекционные и вентиляционные) от перегрузки (от сгорания) в случаи пропадания одной из фаз. Пропадание фазы очень частая и незаслуженно обделенная вниманием проблема. Пропадание фазы может происходить в случаях перегорания защитных плавких вставок в водном шкафу.
— Принудительная конвекция (отключаемая) – 16.700 руб.
— Расходники. Некоторые элементы не очень распространены или вообще изготовлены под заказ. При всем при этом их стоимость не существенна. Но при выходе из строя их не приобрести выйдя в субботу вечерком в трико на улицу. Копеечные элементы могут привести к многодневному простою или браку. Поэтому рекомендуем приобретать некоторые запчасти и расходники (по степени важности):
— термодатчик – 3.100 р.
— крыльчатка конвекции или вытяжки – 2.200 р.
— нагреватель – 4.200 р.
— эл. двигатель конвекции или вытяжки – 5.800 р.
— резинка уплотнительная дверная силикон термостойкий – 1.600 р. п.м.
— контроллер управляющий запрограммированный – 22.400 р.






